最短半日で長友が
ご返信いたします!
2025.10.31
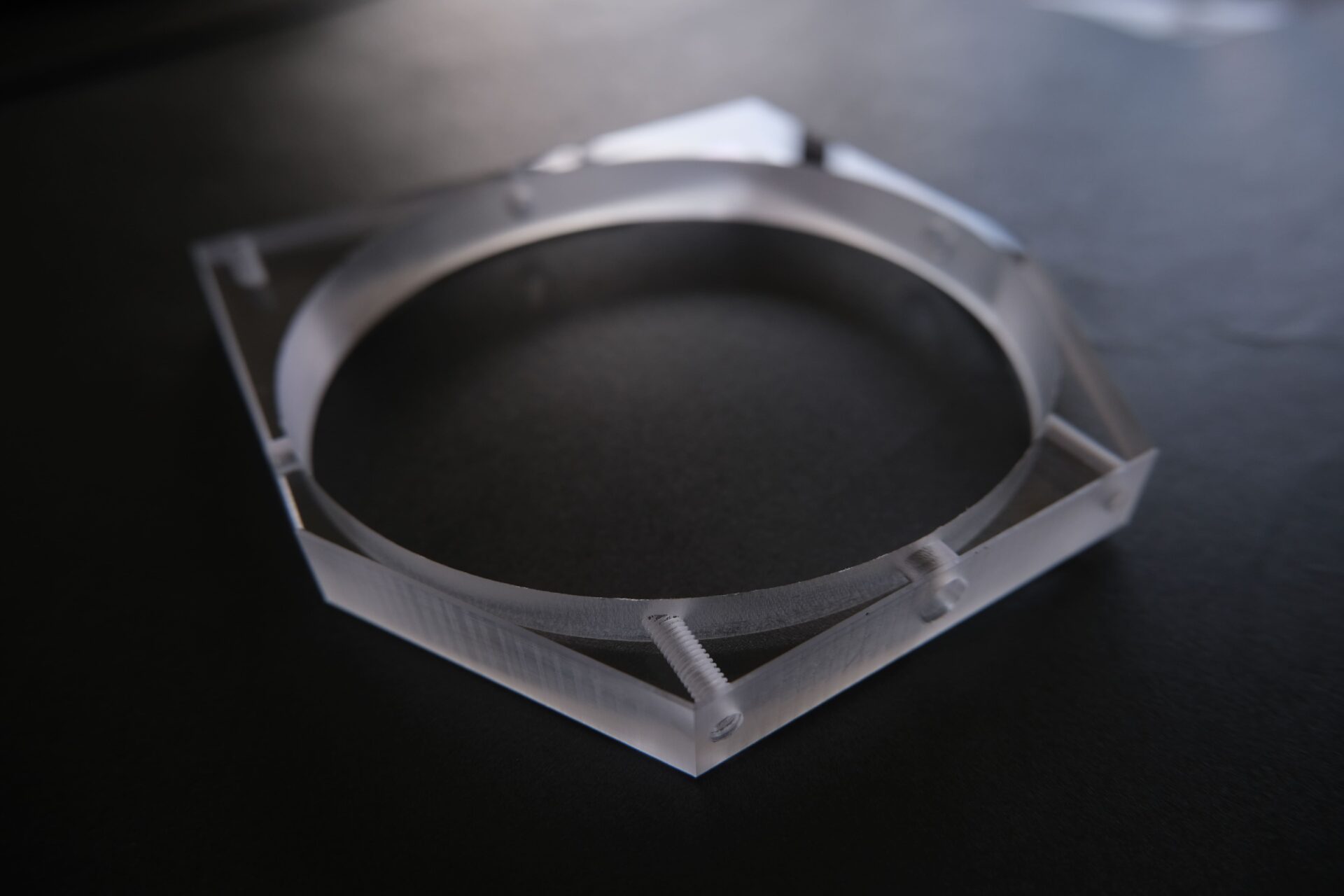
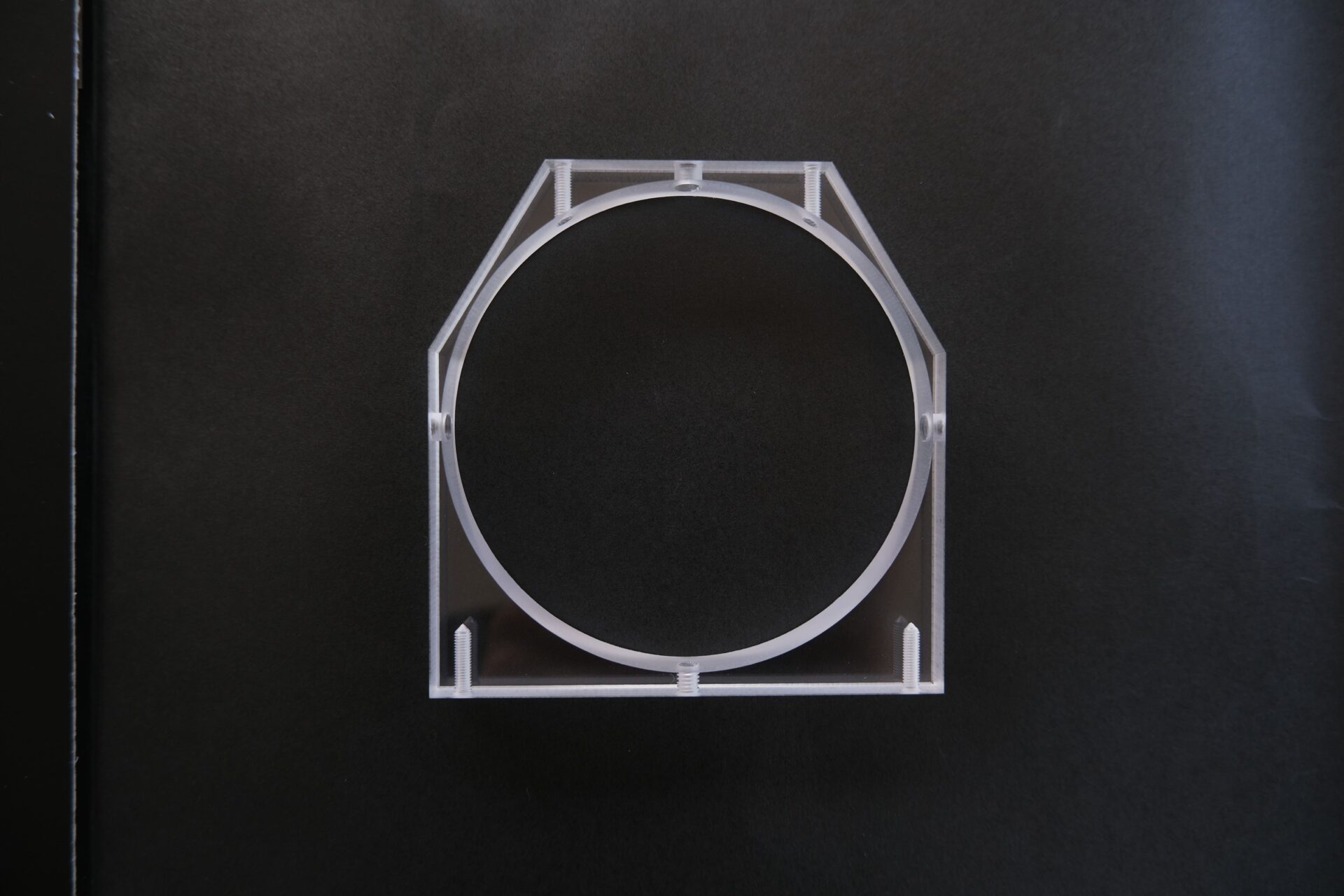

| 内容 | PC製 管球ホルダ加工実績 |
|---|---|
| 材質 | ポリカーボネート(透明) |
| サイズ | 93 × 90 × t10mm |
| 工程 | マシニングセンタによる精密切削加工 |
| 数量 | 100 |
| 納期 | 1ヵ月 |
― 強度・透明性・精度を両立した透明樹脂切削 ―
東京都大田区の当社では、透明樹脂(ポリカーボネート・アクリルなど)の精密切削加工および組立対応を行っています。
今回ご紹介するのは、ポリカーボネート(PC)製の管球ホルダの加工事例です。
透明度と寸法精度の両立が求められる製品で、次回ご紹介予定の「筒部品」と組み合わせて使用されます。
■仕様(本事例)
■特長・加工ポイント
■ 白化(にごり)が起きる主な原因
透明樹脂の切削では、熱や応力の影響で白化(にごり)が発生することがあります。
その主な原因は以下の通りです。
・工具の切れ味不足やチッピング
摩耗や欠けた刃で加工すると、材料を「削る」ではなく「引きちぎる」ような状態になり、
表面が白く曇ります。
当社ではこれらの現象を理解した上で、切削条件の調整・工具管理・エアーブローの多用・仕上げ工程を工夫し、
できる限り透明感を保つよう加工を行っています。
★今後の展開(次回予告)
本ホルダは、透明円筒(ポリカーボネート製)との組立を前提とした構造です。
次回は筒部品の加工および組立工程までを含め、
「透明樹脂の一貫加工+アセンブリ対応」の実績としてご紹介予定です。
■想定される利用シーン
★大田区でポリカーボネート加工・組立をお探しの方へ
当社は大田区の樹脂加工専門工場として、ポリカーボネートをはじめアクリル・ABS・POMなど、
多様なエンジニアリングプラスチックの切削・接着・組立加工に対応しています。
透明樹脂部品の精密切削・組立・アセンブリなら、ぜひ当社へご相談ください。